





















| Quantidade: | |
|---|---|











JLM6015-6000W
Laser QL
Modelo |
JLM6015-6KW |
Potência laser |
Fonte de energia laser Raycus RFL-C6000 com CE (serviço global) |
Controlador CNC |
Sistema de barramento Bochu FSCUT4000E EtherCAT |
Cabeça de corte a laser |
Cabeça de corte a laser com foco automático inteligente BLT421 |
Tamanho de corte efetivo |
6000-1500 mm |
Material de corte |
MS, SS, chapa galvanizada, alumínio, latão, cobre vermelho |
| Resfriador a laser | Tongfei/Hanli |
Servo motor e driver |
Inovação |
Guia Linear |
Rexroth |
Software de corte |
CypcutE |
Software de aninhamento (opcional) |
CypNest |
Peças eletrônicas |
Schneider |
| Estabilizador de Tensão | Xinbaoming/Fei Xiangda |
| Material | Aço cabon | Aço inoxidável | Alumínio | Latão | Cobre vermelho | |
| Grossura | Velocidade (m/min) Ar /N2 |
Velocidade (m/min) O2 |
Velocidade (m/min) N2/Ar |
Velocidade (m/min) N2/Ar |
Velocidade (m/min) N2 |
Velocidade (m/min) O2 de alta pressão |
| 1 | 45-60 | 45-60 | 40-50 | 40-50 | 25-35 | |
| 2 | 20-35 | 25-35 | 20-25 | 15-25 | 12-18 | |
| 3 | 13-24 | 3,6-4,5 | 17-24 | 14-16 | 8-14 | 7-10 |
| 4 | 10-20 | 3,2-3,5 | 10-16 | 8-10 | 8-9,5 | 5-7 |
| 5 | 9-13 | 2,6-3,2 | 7-12 | 5-8 | 5-6,5 | 3-4 |
| 6 | 6,5-9 | 2,5-2,8 | 6-8,5 | 3,5-5,5 | 3,5-4,5 | 2,5-3,5 |
| 8 | 2,2-2,5 | 3-4,8 | 2,5-3,5 | 1,5-1,8 | 1,5-2 | |
| 10 | 2,0-2,2 | 1,6-2,5 | 1,5-2,5 | 0,8-1 | ||
| 12 | 1,8-2,0 | 1-1,8 | 0,8-1,3 | 0,6-0,7 | ||
| 14 | 1,4-1,7 | 0,8-1,2 | 0,7-1,1 | |||
| 16 | 0,9-1,2 | 0,6-0,95 | 0,5-0,8 | |||
| 18 | 0,7-1,0 | 0,4-0,7 | 0,4-0,6 | |||
| 20 | 0,6-0,8 | 0,4-0,6 | 0,4-0,55 | |||
| 22 | 0,55-0,65 | 0,4-0,5 | ||||
| 25 | 0,4-0,6 | 0,1-0,2 | ||||
| Nota: Durante o corte com ar e nitrogênio de aço carbono e aço inoxidável, a eficiência e a estabilidade serão melhoradas, mas à medida que a espessura aumenta, é mais provável que ocorra a formação de escória. Os parâmetros de dados acima podem variar durante o corte em massa real devido à influência de fatores como máquina-ferramenta, sistema, cabeçote de corte, pressão do ar e materiais. Os parâmetros marcados em vermelho na tabela são parâmetros de prova, que são muito influenciados por vários fatores durante o processamento real e são adequados apenas para produção de pequenos lotes. A produção em massa não é recomendada. Recomenda-se o uso de lasers de maior potência. O cobre vermelho precisa ser cortado com oxigênio de alta pressão, pois o ar ou o nitrogênio podem facilmente causar danos ao laser. |
||||||
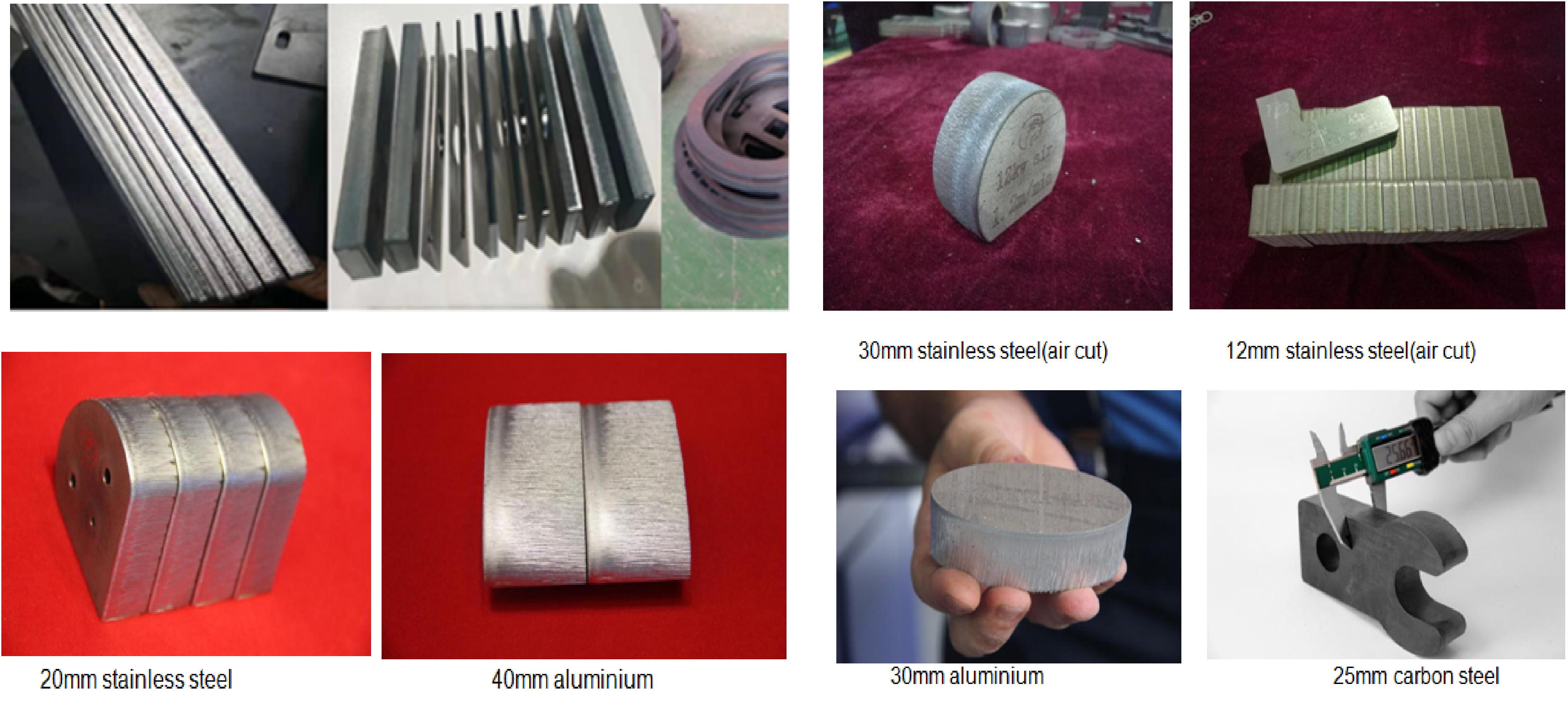
A1: Pode cortar aço carbono de até 22 mm, aço inoxidável de 14 mm e chapa de alumínio de 12 mm. A espessura real do corte depende do gás de corte auxiliar e da qualidade do material em folha.
A2: Sim, o sistema CNC integrado suporta DXF, DWG e outros formatos de desenho convencionais. Você pode importar desenhos diretamente do AutoCAD sem conversão de formato.
