1. Стандартный рабочий стол размером 6000×1500 мм, конструкция с одной открытой платформой, небольшая площадь, низкие инвестиционные затраты, идеально подходят для малых и средних цехов по производству металла.
2. Оригинальный источник волоконного лазера Raycus мощностью 6 кВт, срок службы 100 000 часов, высокий коэффициент фотоэлектрического преобразования, высокая скорость резки тонких и средних металлических пластин.
3. Прочная цельная сварная станина со вторичной обработкой для снятия напряжений, эффективно противостоит деформации, гарантирует долговременную точность резки.
4. Импортный серводвигатель и прецизионная реечная система передачи, точность повторного позиционирования X/Y ± 0,02 мм, допуск резки контролируется в пределах ± 0,05 мм.
5. Оснащен лазерной режущей головкой с автофокусировкой, автоматически регулирует фокус для металла различной толщины, экономит время ручной настройки и улучшает качество поверхности резки.
6. Полная сертификация безопасности CE, встроенные многочисленные системы защиты (перегрев, перегрузка по току, сигнализация о нехватке газа), соответствуют европейским стандартам промышленного производства.
В. Приложение
1. Изготовление листового металла: обработка металлических деталей, шкафов из листового металла, шасси, металлических кронштейнов.
2. Индустрия рекламы и вывесок: логотипы из нержавеющей стали, металлические символы, резка декоративных металлических изделий.
3. Машиностроение: детали сельскохозяйственной техники, аксессуары для инженерного оборудования, металлические панели для лифтов.
4. Бытовая и кухонная техника: Кухонные панели из нержавеющей стали, корпуса оборудования, металлические декоративные крышки.
5. Автомобильные аксессуары: небольшие автомобильные кронштейны, выхлопная арматура, внутренние металлические конструктивные элементы.
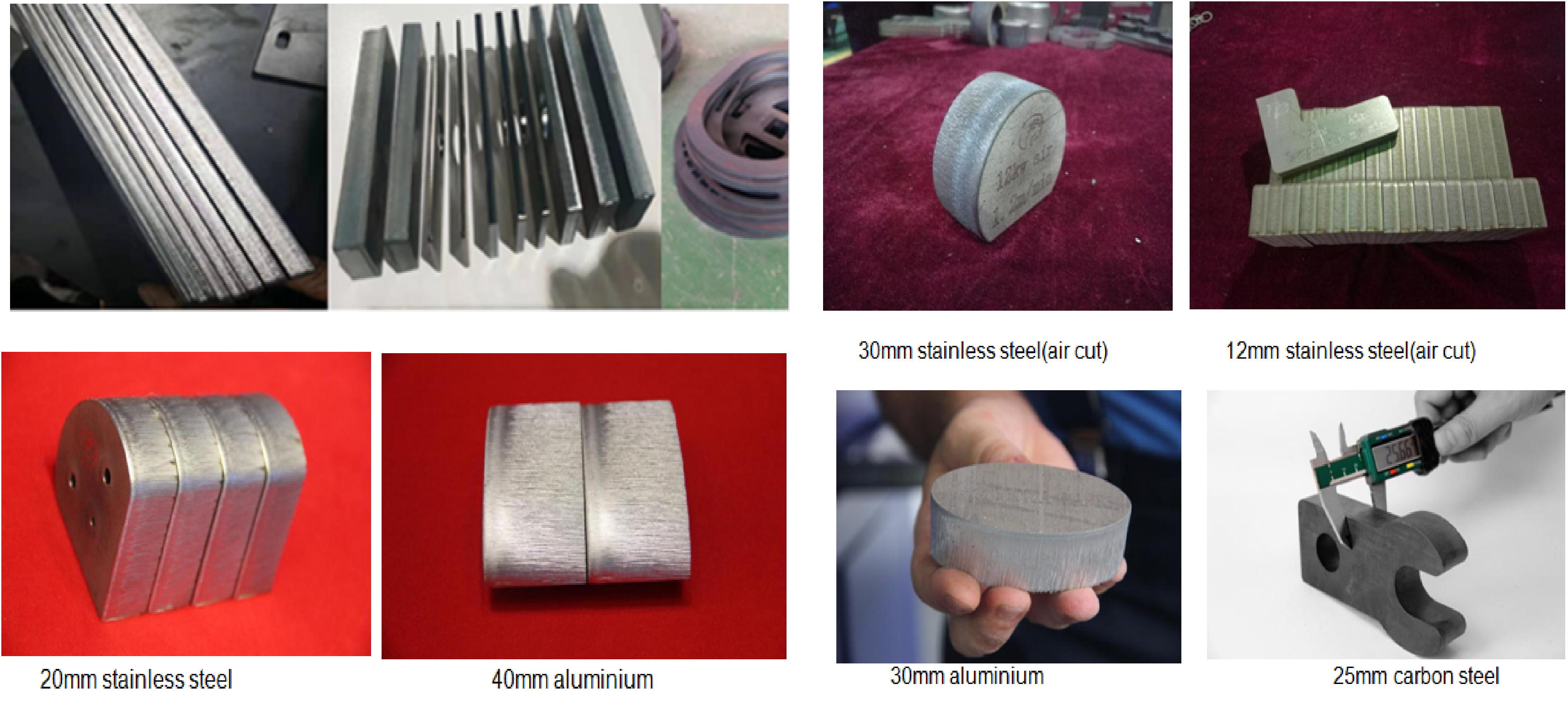
VI. Вырезание образцов для справки
VII. Часто задаваемые вопросы
В1: Металлические листы какой максимальной толщины можно разрезать с помощью волоконного лазерного резака JLM6015 мощностью 6 кВт?
A1: он может разрезать углеродистую сталь толщиной до 22 мм, нержавеющую сталь толщиной 14 мм и алюминиевый лист толщиной до 12 мм. Фактическая толщина резки зависит от вспомогательного режущего газа и качества листового материала.
В2: Поддерживает ли одностоловый лазерный резак JLM6015 импорт чертежей САПР?
A2: Да, встроенная система ЧПУ поддерживает DXF, DWG и другие основные форматы чертежей. Вы можете напрямую импортировать чертежи из AutoCAD без преобразования формата.
В3: Какие ежедневные работы по техническому обслуживанию необходимы для волоконного лазерного резака Raycus мощностью 6 кВт?
A3: Ежедневное обслуживание включает только очистку рабочего стола от остатков, протирку защитных линз лазерной головки, проверку циркуляции охлаждающей воды и герметичности газопровода. Цикл технического обслуживания короткий, а эксплуатация проста.
В4: Можно ли экспортировать эту лазерную машину в европейские страны?
A4: Вся машина прошла полную сертификацию CE, все электрические компоненты соответствуют стандартам ЕС. Мы можем предоставить полные сертификационные документы CE для таможенного оформления в европейских регионах.


































