1. Mesa de trabajo estándar de 6000 × 1500 mm, diseño de plataforma abierta única, espacio reducido, menor costo de inversión, perfecta para talleres de fabricación de metales pequeños y medianos.
2. Fuente láser de fibra Raycus original de 6 KW, vida útil de 100.000 horas, alta tasa de conversión fotoeléctrica, velocidad de corte rápida para placas de metal delgadas y medianas.
3. Cama soldada integral de alta resistencia con tratamiento secundario de alivio de tensión, resiste eficazmente la deformación y garantiza una precisión de corte a largo plazo.
4. Servomotor importado y sistema de transmisión de cremallera de precisión, precisión de posicionamiento repetido X/Y ±0,02 mm, tolerancia de corte controlada dentro de ±0,05 mm.
5. Equipado con un cabezal de corte láser con enfoque automático, ajusta automáticamente el enfoque para diferentes espesores de metal, ahorra tiempo de ajuste manual y mejora la calidad de la superficie de corte.
6. La certificación de seguridad CE completa, múltiples sistemas de protección de seguridad integrados (sobrecalentamiento, sobrecorriente, alarma de escasez de gas), cumplen con los estándares europeos de producción industrial.
V. Solicitud
1. Fabricación de láminas de metal: procesamiento de piezas metálicas personalizadas, gabinetes de láminas de metal, chasis y soportes metálicos.
2. Industria de publicidad y señalización: logotipos de acero inoxidable, personajes metálicos, corte de obras de arte decorativas en metal.
3. Fabricación de maquinaria: Piezas de maquinaria agrícola, accesorios para equipos de ingeniería, paneles metálicos para ascensores.
4. Electrodomésticos y electrodomésticos de cocina: paneles de cocina de acero inoxidable, carcasas de equipos, cubiertas decorativas de metal.
5. Accesorios automotrices: soportes pequeños para automóviles, accesorios de escape, componentes estructurales metálicos interiores.
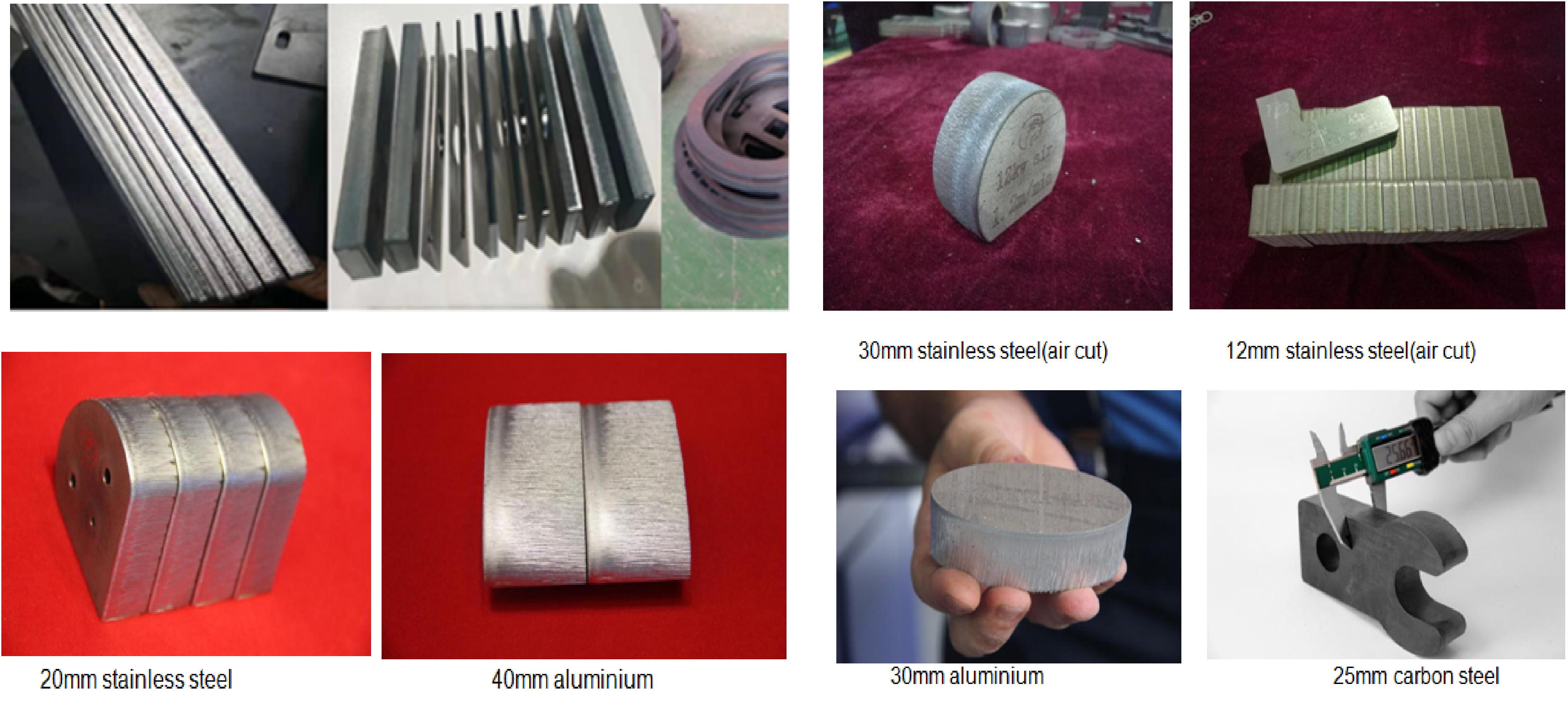
VI. Cortar muestras para referencia.
VII. Preguntas frecuentes
P1: ¿Qué espesor máximo de láminas de metal puede cortar esta cortadora láser de fibra JLM6015 de 6KW?
A1: Puede cortar láminas de acero al carbono de hasta 22 mm, acero inoxidable de 14 mm y láminas de aluminio de 12 mm. El espesor de corte real depende del gas de corte auxiliar y de la calidad del material de la lámina.
P2: ¿La cortadora láser de mesa única JLM6015 admite la importación de dibujos CAD?
R2: Sí, el sistema CNC integrado admite DXF, DWG y otros formatos de dibujo convencionales. Puede importar dibujos directamente desde AutoCAD sin conversión de formato.
P3: ¿Qué trabajo de mantenimiento diario se requiere para esta cortadora láser de fibra Raycus de 6KW?
R3: El mantenimiento diario solo incluye limpiar los residuos de la mesa de trabajo, limpiar la lente protectora del cabezal láser, verificar la circulación del agua de refrigeración y la estanqueidad de la tubería de gas, el ciclo de mantenimiento es corto y la operación es simple.
P4: ¿Se puede exportar esta máquina láser a países europeos?
R4: Toda la máquina ha pasado la certificación CE completa y todos los componentes eléctricos cumplen con los estándares de la UE. Podemos proporcionar documentos completos de certificación CE para el despacho de aduanas en regiones europeas.


































