1. Table de travail standard de 6 000 × 1 500 mm, conception à plate-forme ouverte unique, petit espace au sol, coût d'investissement réduit, parfaite pour les petits et moyens ateliers de fabrication métallique.
2. source laser à fibre originale Raycus 6KW, durée de vie de 100,000 heures, taux de conversion photoélectrique élevé, vitesse de coupe rapide pour les plaques métalliques fines et moyennes.
3. Lit soudé intégral robuste avec traitement secondaire de soulagement des contraintes, résiste efficacement à la déformation et garantit une précision de coupe à long terme.
4. Servomoteur importé et système de transmission à crémaillère de précision, précision de positionnement répété X/Y ± 0,02 mm, tolérance de coupe contrôlée à ± 0,05 mm.
5. Équipé d'une tête de découpe laser à mise au point automatique, ajustez automatiquement la mise au point pour différentes épaisseurs de métal, économisez du temps de réglage manuel et améliorez la qualité de la surface de coupe.
6. Certification de sécurité CE complète, plusieurs systèmes de protection de sécurité intégrés (alarme de surchauffe, de surintensité, de manque de gaz), conformes aux normes européennes de production industrielle.
V. Demande
1. Fabrication de tôles : pièces métalliques sur mesure, armoires en tôle, châssis, traitement des supports métalliques.
2. Industrie de la publicité et de la signalisation : logos en acier inoxydable, personnages métalliques, découpe d'œuvres d'art décoratives en métal.
3. Fabrication de machines : pièces de machines agricoles, accessoires d’équipement d’ingénierie, panneaux métalliques d’ascenseur.
4. Appareils ménagers et de cuisine : panneaux de cuisine en acier inoxydable, coques d'équipement, couvercles décoratifs en métal.
5. Accessoires automobiles : petits supports automobiles, raccords d'échappement, composants structurels métalliques intérieurs.
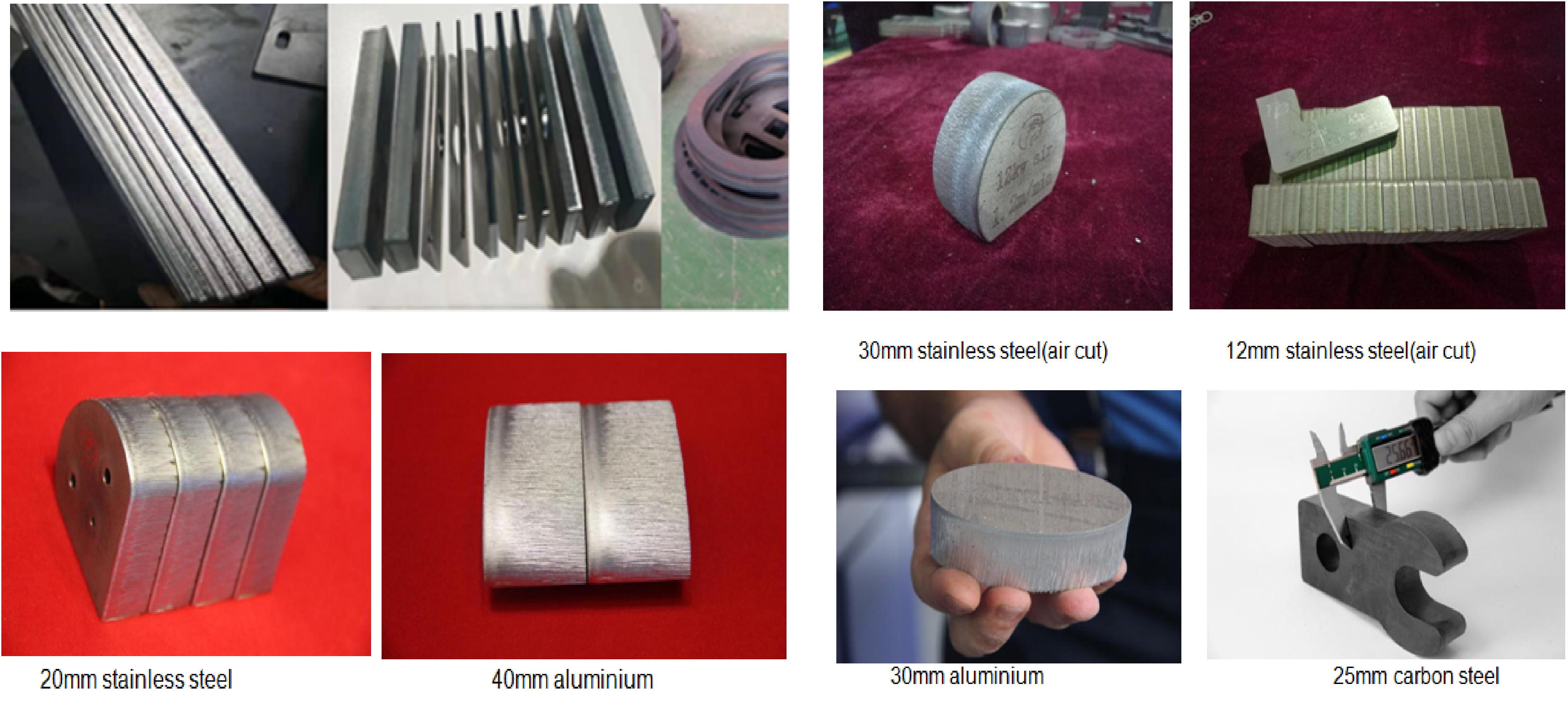
VI. Échantillons de coupe pour référence
VII. FAQ
Q1 : Quelles épaisseurs maximales de tôles cette machine de découpe laser à fibre JLM6015 6KW peut-elle couper ?
A1 : Il peut couper jusqu'à 22 mm d'acier au carbone, 14 mm d'acier inoxydable et 12 mm de tôle d'aluminium. L'épaisseur de coupe réelle dépend du gaz de coupe auxiliaire et de la qualité du matériau en feuille.
Q2 : La découpeuse laser à table unique JLM6015 prend-elle en charge l'importation de dessins CAO ?
A2 : Oui, le système CNC intégré prend en charge DXF, DWG et d'autres formats de dessin courants. Vous pouvez importer directement des dessins depuis AutoCAD sans conversion de format.
Q3 : Quels travaux de maintenance quotidiens sont requis pour cette découpeuse laser à fibre Raycus 6KW ?
A3 : L'entretien quotidien comprend uniquement le nettoyage des résidus de la table de travail, l'essuyage de la lentille de protection de la tête laser, la vérification de la circulation de l'eau de refroidissement et de l'étanchéité du gazoduc, le cycle de maintenance est court et le fonctionnement est simple.
Q4 : Cette machine laser peut-elle être exportée vers les pays européens ?
A4 : L'ensemble de la machine a passé la certification CE complète, tous les composants électriques répondent aux normes européennes. Nous pouvons fournir des documents complets de certification CE pour le dédouanement dans les régions européennes.


































