





















| Adet: | |
|---|---|











JLM6015-6000W
QL Lazer
Modeli |
JLM6015-6KW |
Lazer gücü |
CE'li Raycus lazer güç kaynağı RFL-C6000 (küresel hizmet) |
CNC Kontrol Cihazı |
Bochu FSCUT4000E EtherCAT Veri Yolu Sistemi |
Lazer kesme kafası |
Akıllı otomatik odaklamalı lazer kesme kafası BLT421 |
Etkili kesme boyutu |
6000-1500mm |
Kesim malzemesi |
MS,SS,Galvanizli sac, Alüminyum, Pirinç,Kırmızı bakır |
| Lazer soğutucu | Tongfei/Hanli |
Servo motor ve Sürücü |
yenilik |
Doğrusal Kılavuz |
Rexroth |
Kesim yazılımı |
CypcutE |
Yerleştirme yazılımı (İsteğe bağlı) |
CypNest |
Elektronik parçalar |
Schneider |
| Gerilim Sabitleyici | Xinbaoming/Feixiangda |
| Malzeme | Kaban çeliği | Paslanmaz çelik | Alüminyum | Pirinç | Kırmızı bakır | |
| Kalınlık | Hız(m/dak) Hava /N2 |
Hız(m/dak) O2 |
Hız(m/dak) N2/Hava |
Hız(m/dak) N2/Hava |
Hız(m/dak) N2 |
Hız (m/dak) yüksek basınç O2 |
| 1 | 45-60 | 45-60 | 40-50 | 40-50 | 25-35 | |
| 2 | 20-35 | 25-35 | 20-25 | 15-25 | 12-18 | |
| 3 | 13-24 | 3.6-4.5 | 17-24 | 14-16 | 8-14 | 7-10 |
| 4 | 10-20 | 3.2-3.5 | 10-16 | 8-10 | 8-9.5 | 5-7 |
| 5 | 9-13 | 2.6-3.2 | 7-12 | 5-8 | 5-6.5 | 3-4 |
| 6 | 6.5-9 | 2.5-2.8 | 6-8.5 | 3.5-5.5 | 3.5-4.5 | 2,5-3,5 |
| 8 | 2.2-2.5 | 3-4.8 | 2,5-3,5 | 1.5-1.8 | 1.5-2 | |
| 10 | 2.0-2.2 | 1.6-2.5 | 1.5-2.5 | 0.8-1 | ||
| 12 | 1.8-2.0 | 1-1.8 | 0.8-1.3 | 0.6-0.7 | ||
| 14 | 1.4-1.7 | 0.8-1.2 | 0.7-1.1 | |||
| 16 | 0.9-1.2 | 0.6-0.95 | 0,5-0,8 | |||
| 18 | 0.7-1.0 | 0.4-0.7 | 0.4-0.6 | |||
| 20 | 0.6-0.8 | 0.4-0.6 | 0,4-0,55 | |||
| 22 | 0,55-0,65 | 0.4-0.5 | ||||
| 25 | 0.4-0.6 | 0.1-0.2 | ||||
| Not: Karbon çeliği ve paslanmaz çeliğin hava ve nitrojenle kesilmesi sırasında verimlilik ve stabilite artacaktır, ancak kalınlık arttıkça cüruf oluşumunun meydana gelme olasılığı artar. Yukarıdaki veri parametreleri, takım tezgahı, sistem, kesme kafası, hava basıncı ve malzemeler gibi faktörlerin etkisiyle fiili toplu kesme sırasında değişiklik gösterebilir. parametreler , fiili işleme sırasında çeşitli faktörlerden büyük ölçüde etkilenen ve yalnızca küçük seri üretim için uygun olan prova parametreleridir. kırmızıyla işaretlenmiş Tabloda Seri üretim tavsiye edilmez. Daha yüksek güçlü lazerlerin kullanılması tavsiye edilir. Hava veya nitrojen kolayca lazere zarar verebileceğinden Kırmızı Bakırın yüksek basınçlı oksijenle kesilmesi gerekir. |
||||||
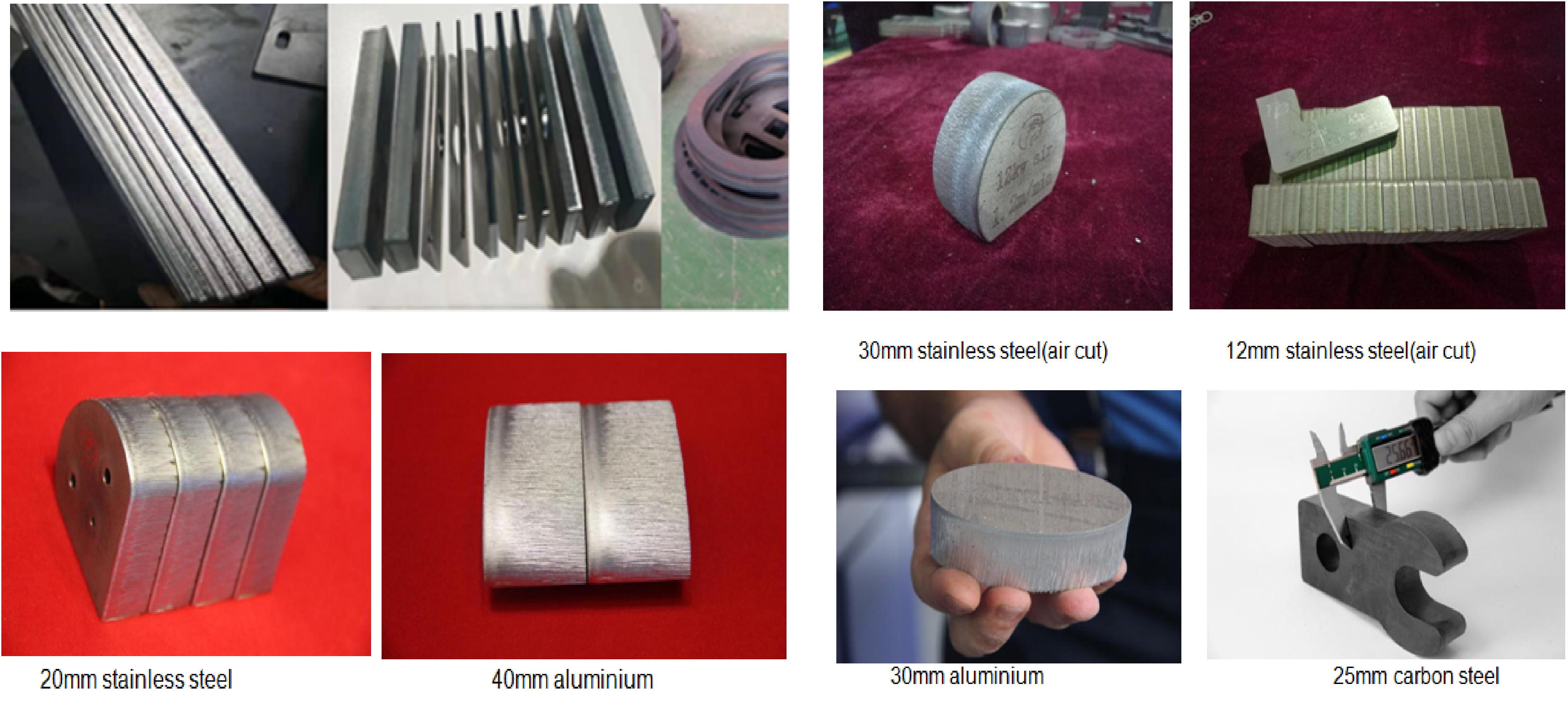
A1: 22mm karbon çeliği, 14mm paslanmaz çelik ve 12mm alüminyum saca kadar kesebilmektedir. Gerçek kesme kalınlığı yardımcı kesme gazına ve sac malzeme kalitesine bağlıdır.
Cevap2: Evet, yerleşik CNC sistemi DXF, DWG ve diğer ana akım çizim formatlarını destekler. Format dönüştürmeye gerek kalmadan çizimleri doğrudan AutoCAD'den içe aktarabilirsiniz.
