| Количество: | |
|---|---|











| Содержание | Диапазон параметров | Единица | Примечания |
| Степени свободы (оси) | 7 | / | / |
| Требуемая температура окружающей среды | -10~45 | ºС | / |
| Максимальная конечная нагрузка | 6 | Кг | / |
| Рекомендуемая площадь пола | В1200*Л12000*Х650 | мм | / |
| Пиковая общая мощность | 45 | кВт | / |
| Номинальное входное напряжение/частота | 380+/-10% | В | Трехфазный |
| Номинальная входная частота | 50 | Гц | / |
| Площадь пола | 1500*15000 | мм | / |
 |
Интегрированная система привода и управления роботом
4. Оснащен системой обнаружения и мониторинга столкновений. |
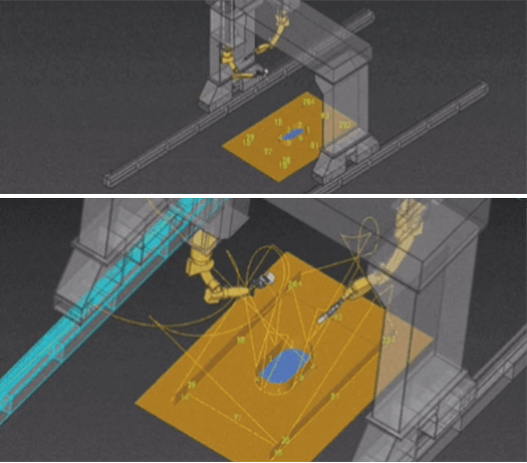
Система цифрового двойника
2. Работа через компьютерный интерфейс, при этом физический объект следует за движениями. 3. Траектория, сгенерированная сценой, команда одним щелчком мыши и сварка могут начаться. 4. Связь в реальном времени, интеграция виртуального и физического, выполнение команд. |
 |
 |
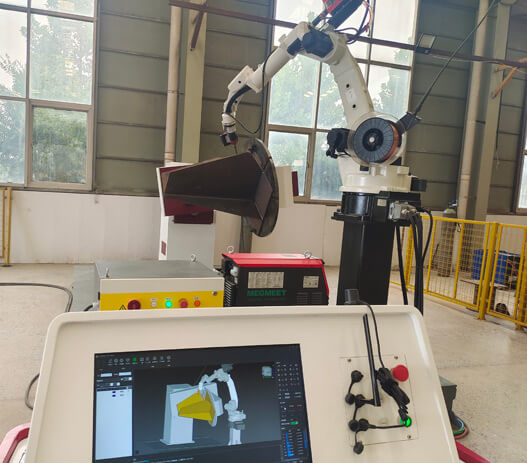
Без обучения, без программирования
2. Команды процесса · Быстрое развертывание: команды угловой сварки, прерывистой сварки, многослойной и многопроходной сварки можно выбрать одним щелчком мыши. 3. Визуальное управление · Автоматическое планирование траектории: с помощью линейного лазерного сканирования робот быстро определяет начальное и конечное положения сварочного шва. |
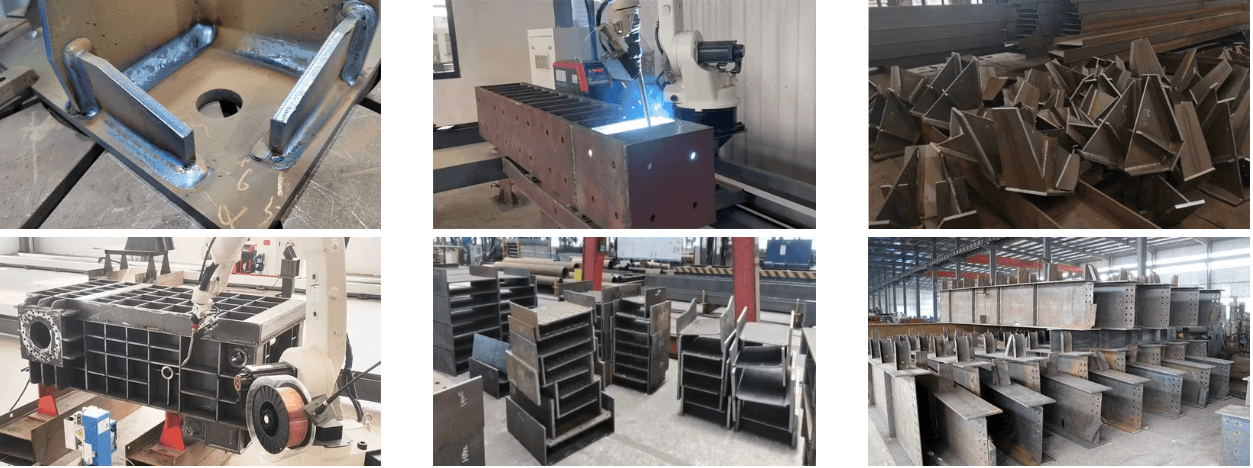
Встроенная библиотека сварочных процессов
2. Редактирование сварных швов: выберите кромки сварных швов для пакетного создания сварных швов, разрыва сварных отверстий и непрерывной сварки кромок. Выбирайте способы сварки в зависимости от сварного шва (многослойный и многопроходной, вертикальный угловой шов вверх). 3. Проверка моделирования: проверьте, является ли траектория бега разумной и нет ли каких-либо помех. Убедитесь, что угол сварки соответствует процессу сварки. |
 |
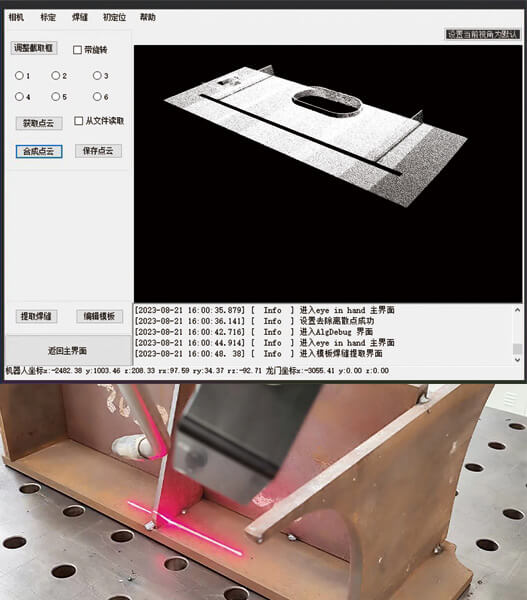 |
Модуль визуального позиционирования и отслеживания
(2). Точно отражает положение и положение заготовки, при этом захват изображения обеспечивает время вывода менее одной секунды. (3). Точное позиционирование предотвращает столкновения во время процесса сварки. (4). Полный графический интерфейс — не требуется никакого предварительного опыта работы с роботом, что позволяет легко выполнить весь рабочий процесс. |