Модуль визуального позиционирования и отслеживания
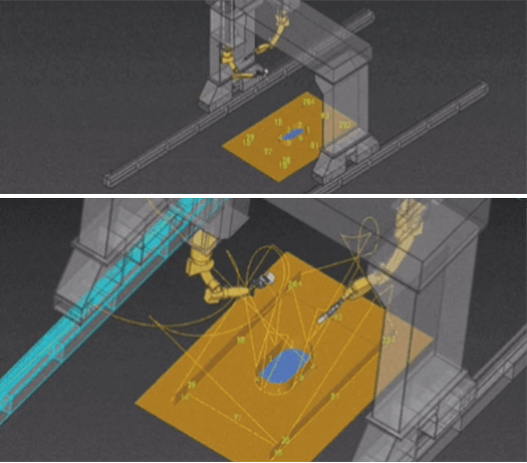
1. Первоначальное позиционирование 3D-камеры:
захватывает большую площадь 2 х 2 м; Несколько фотографий можно соединить вместе для получения данных облака точек, не беспокоясь о более крупных заготовках.
Точность фотографирования имеет погрешность ±0,5 мм, что полностью соответствует требованиям точности сварки.
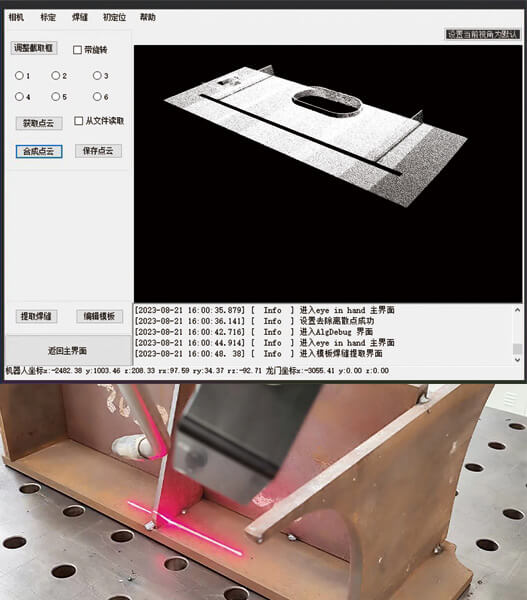
2. Модуль линейного лазерного наведения:
активно собирает информацию о сварочном шве и обрабатывает ее в режиме реального времени, анализируя собранные изображения для определения положения сварочного шва, которое можно использовать для коррекции траектории сварки или направления сварки.
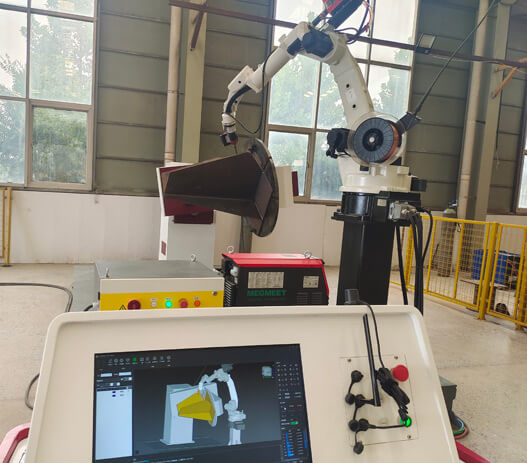
3. Составная 3D-камера «Глаз в руке».
Решает проблемы визуализации в сложных рабочих условиях с помощью системы «Глаз в руке»:
(1). Большое поле зрения, высокая точность, 3D.
(2). Точно отражает положение и положение заготовки, при этом захват изображения обеспечивает время вывода менее одной секунды.
(3). Точное позиционирование предотвращает столкновения во время процесса сварки.
(4). Полный графический интерфейс — не требуется никакого предварительного опыта работы с роботом, что позволяет легко выполнить весь рабочий процесс. |