Fabrication floors often remain trapped in an endless cycle of loading downtime and edge-scrap waste. Standard flatbed lasers excel at flexibility. However, manual or automated sheet loading inherently limits continuous output. Moving to a Coil Feeding Laser Cutting Machine represents a substantial capital decision. You can justify this high-capex transition strictly through high-volume, continuous production demands. When sheet-by-sheet processing creates severe operational bottlenecks, coil lines offer unmatched material utilization.
This complete guide provides a rigorous evaluation framework. We will explore how to calculate your exact power requirements. We will also examine how to match system feed speeds effectively. You will learn to navigate tricky material constraints and assess vendor reliability. By the end, you can make an informed production decision without relying on superficial spec sheets.
Key Takeaways
System synchronization is the true bottleneck: Maximum laser cutting speed is irrelevant if the uncoiling and leveling units cannot match the pace without inducing material stress.
Power scaling isn't perfectly linear: Selecting laser wattage requires balancing your most frequent material thickness against continuous feed limits.
Material memory matters: Processing from a coil introduces tension and flatness challenges not present in pre-cut sheets, requiring advanced leveling capabilities.
Vendor vetting requires integration proof: A reliable Coil Feeding Laser Cutting Machine manufacturer must demonstrate expertise in both fiber laser optics and heavy-duty web handling.
Framing the Decision: Is Continuous Coil Feeding Right for Your Floor?
Standard sheet processing introduces significant waste. Every time a flatbed laser finishes a sheet, a skeleton remains. This web of wasted metal rapidly eats into profit margins. Furthermore, changing discrete sheets pauses the laser head. Continuous roll processing eliminates these leading and trailing sheet edges. Parts nest seamlessly across an infinite web. You drastically improve material yield and machine uptime.
However, you must define clear success criteria before adopting this technology. A successful implementation typically requires:
Minimum monthly tonnage: You need high raw material consumption to justify the substantial upfront equipment investment.
Material utilization improvements: Most facilities aim for a 15% to 20% reduction in scrap metal through infinite nesting.
Safety and handling improvements: You want a severe reduction in operator handling. Less forklift movement means fewer workplace safety liabilities.
You should also evaluate alternative approaches. Compare continuous coil lines against automated sheet storage towers, commonly known as Flexible Manufacturing Systems (FMS). An FMS handles diverse, low-volume batches beautifully. It excels when you process dozens of different materials daily. Conversely, a continuous coil system proves superior for massive, uniform part runs. If your part mix features high repetition and identical material gauges, continuous feeding wins easily.
Evaluating Power Range: Matching Wattage to Outcomes
Selecting the correct laser power requires careful calculation. Higher wattage does not automatically mean better results. You must map your power output directly to your typical production outcomes. Higher power allows faster processing of thin materials. However, the uncoiler and straightener must be capable of feeding at these elevated speeds. If the feed mechanism lags, extra wattage becomes useless.
You must evaluate this dimension comprehensively. A 6kW laser slices through 2mm steel incredibly fast. Yet, if your uncoiler cannot supply material fast enough, the laser idles. High-speed feeding can also induce material buckling if the straightener lacks rigidity. You must balance optical speed against mechanical limits.
A skeptical buyer should avoid over-specifying wattage. Do not buy maximum power simply "just in case." Over-specifying wattage for thin-gauge coil materials leads to unnecessary energy costs. It also introduces severe thermal distortion risks. Thin sheet metal absorbs heat rapidly. Excessive laser power melts delicate part contours. Match your power precisely to your most frequent material thickness.
Feed Speed Synchronization: Uncoiling, Leveling, and Cutting
A continuous coil line operates strictly as a unified ecosystem. The system bottleneck principle applies heavily here. The overall throughput is entirely dictated by the slowest component. This might be the uncoiler, the straightener, or the laser head itself. Upgrading one unit provides zero benefit unless the entire line synchronizes.
You must differentiate between maximum positioning speed and operational feeding speed. A laser head might boast a rapid traverse of 120 meters per minute. But continuous material feeding rarely exceeds 20 to 30 meters per minute safely. You evaluate the system based on actual synchronized throughput.
Chart: Pitch Feed vs. Continuous Feed Comparison | Mechanism Type | Operational Flow | Impact on Part Accuracy |
| Pitch Feed | Material advances, stops completely, laser cuts, material advances again. | Extremely high accuracy. Material is perfectly stationary during cutting. |
| Continuous Feed | Material moves forward non-stop. Laser head moves dynamically while cutting. | Lower accuracy tolerance. Requires highly advanced predictive software. |
Tension control is another critical operational factor. The system must manage loop pits effectively. A loop pit is a physical trench beneath the machine. The metal web dips into this pit to create a slack buffer. This tension bridge ensures the material remains perfectly flat under the gantry. Dynamic cutting requires zero horizontal pulling force on the active cutting zone. Advanced tracking sensors monitor this loop depth constantly. They speed up or slow down the uncoiler to maintain perfect tension.
Compatible Materials and Application Constraints
Coil systems process specific materials better than others. Understanding ideal material profiles prevents costly manufacturing errors. General fabrication shops love these systems for specific metals.
Carbon Steel / Mild Steel: Excellent for general fabrication. It straightens easily and cuts cleanly at high speeds.
Stainless Steel: Requires extremely careful handling. The leveling rollers must be spotless to avoid surface scratching.
Aluminum and Galvanized Steel: Highly reflective materials. They demand specific focal adjustments to prevent laser reflection damage. They also require aggressive fume extraction due to toxic off-gassing.
You must acknowledge physical thickness limitations. Uncoiling heavy gauge steel requires immense mechanical force. Straightening it requires even more. Typically, continuous coil laser lines excel strictly in the 0.5mm to 6mm range. Pushing beyond 6mm strains the hydraulic leveling equipment heavily.
The biggest risk factor in coil processing is "coil set." Coil set is material memory. Steel stored in a roll wants to remain curved. If you cut curved metal, the laser head will crash into it. The straightener's roller configuration dictates your success here. A basic 5-roll straightener cannot remove severe coil set. A robust 7-roll or 9-roll configuration is a critical evaluation dimension. More rollers bend the material back and forth repeatedly. This repeated yielding permanently destroys the material memory, ensuring perfect flatness.
Implementation Realities: Floor Space, Rollout, and Risks
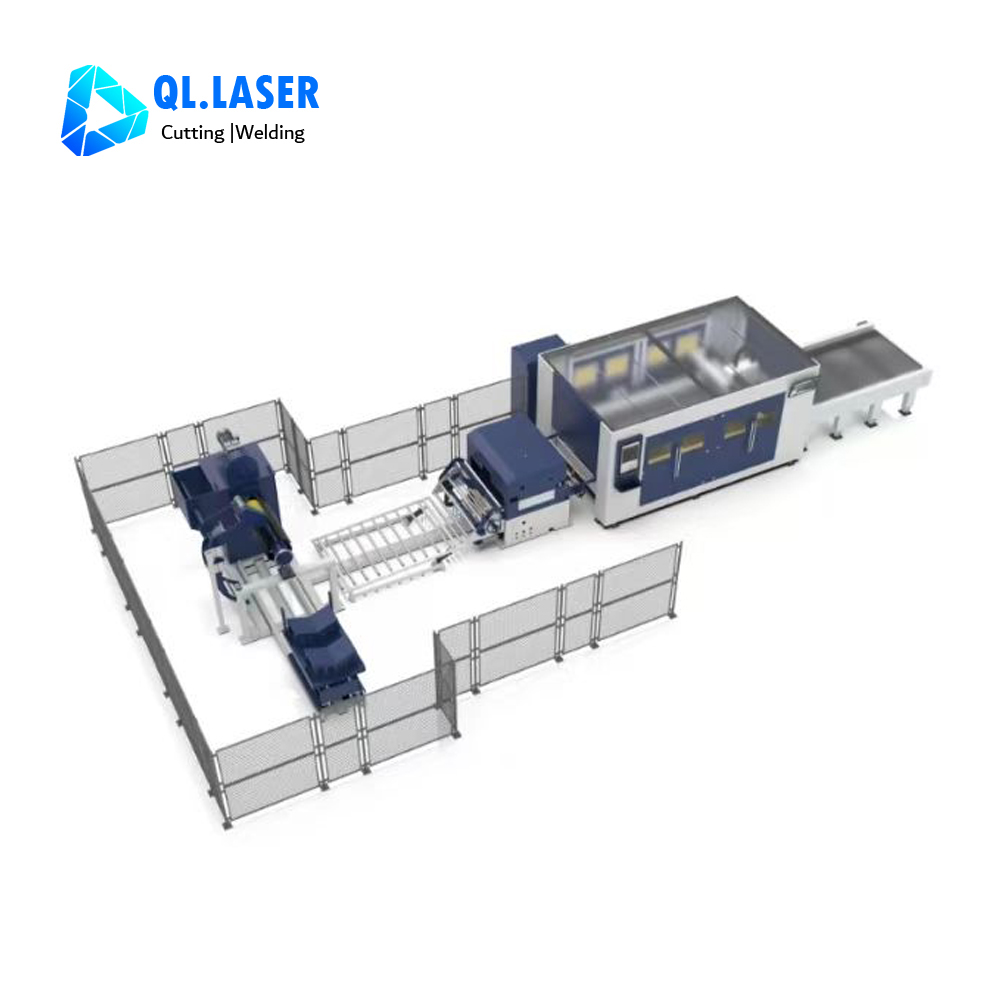
Do not underestimate the physical footprint requirements. Coil lines require significantly more linear floor space than standalone flatbed lasers. You must account for several massive components. The decoiler sits at the very beginning. Then comes the loop bridge and the heavy-duty leveler. Next sits the actual laser cutting enclosure. Finally, you need extensive run-out tables for part sorting. Many facilities must pour new concrete pits to accommodate the slack loops.
Operator adoption involves a steep learning curve. Moving from discrete sheets to continuous webs requires entirely new skills. You must retrain your staff completely. They need to master heavy coil handling using overhead cranes. They must learn safe threading techniques to feed the initial web. Operators also need training on tension diagnostics and roller adjustments.
Maintenance and uptime vulnerabilities change drastically. In a unified line, localized failures stop everything. If the uncoiler jams, the laser stops immediately. You must highlight the necessity of integrated software controls. The entire system must communicate flawlessly. If the straightener detects a feed error, the software must pause the laser instantly. Without instant communication, the material will buckle under the gantry. This inevitably causes catastrophic laser head crashes.
How to Shortlist a Coil Feeding Laser Cutting Machine Manufacturer
Selecting the right equipment partner dictates your ultimate success. Integration expertise is your primary filtering metric. Ensure the vendor physically engineers both the laser enclosure and the coil handling equipment. If they do not, they must possess a proven, seamless OEM partnership. Avoid piecemeal "Frankenstein" systems at all costs. Buying an uncoiler from one brand and a laser from another guarantees software communication failures.
Compliance and safety standards are non-negotiable. Verify strict CE, FDA, or OSHA compliance. The laser safety enclosures must be completely light-tight. Heavy material handling equipment features massive pinch-points. Proper light curtains and physical barricades must protect your operators.
Evaluate their Service Level Agreements (SLAs) rigorously. Ask for guaranteed response times in writing. You need rapid support for both optical laser failures and mechanical feed issues. A true Coil Feeding Laser Cutting Machine manufacturer maintains dedicated service teams for both domains.
Your next-step actions should be highly practical. Request a physical time-study based on your specific nested parts. Provide your exact material gauge and file geometry. Demand a live or recorded test cut. Watch the uncoiling demonstration carefully. This evidence verifies the vendor's true throughput claims beyond marketing brochures.
Conclusion
Investing in a coil-fed laser system is a fundamental manufacturing shift. You are transitioning from buying a standalone machine to buying a fully automated production line. This transition eliminates sheet loading bottlenecks and slashes skeleton waste drastically.
Careful alignment of power, speed, and material handling capabilities dictates your actual ROI. You must perfectly match your laser wattage to your feed synchronization limits. You must also respect material memory constraints and prepare your floor space accordingly. Reject piecemeal equipment and demand integrated software controls.
As your next immediate step, compile your top five highest-volume part files. Send these files to your shortlisted vendors. Request a comprehensive test cut and uncoiling demonstration to validate their claims before signing any purchase orders.
FAQ
Q: What is the maximum material thickness a coil feeding laser can process?
A: The true limitation lies within the straightener, not the laser head. Uncoiling and flattening heavy steel requires immense mechanical force. Typically, continuous coil systems max out around 4mm to 6mm. The exact limit depends heavily on the specific material's yield strength and the leveler's hydraulic capacity.
Q: Does coil feeding reduce edge precision compared to flatbed sheet cutting?
A: No, edge precision remains identical to flatbed systems. However, this relies entirely on the integrated tension leveler. The leveler must successfully remove all coil set memory before the material enters the cutting zone. If the material lays perfectly flat, the laser achieves pristine edge quality.
Q: Can I run a coil-fed system unattended?
A: Yes, but unattended operation demands extensive peripheral automation. You require mature scrap evacuation conveyors beneath the cutting bed. You also need automated part sorting or dropping mechanisms. Most importantly, the system must feature robust crash-detection software to halt operations instantly if tension fails.
Q: How long does it take to change out a coil?
A: A standard coil changeout typically takes 10 to 20 minutes. This timeframe assumes you utilize a motorized coil car and an overhead crane efficiently. Because changeouts pause production entirely, you must carefully plan your batch sizes to minimize interruptions throughout the shift.















